0086-750-5616188
0086-750-5616188 +86 13392089688
+86 13392089688 sales@zhongmei-tech.com
sales@zhongmei-tech.com
マグネシウム合金のチクソモールディング ヨーロッパ、アメリカ、日本、台湾などの先進国では、高度なマグネシウム合金加工技術と見なされています。薄肉部品の生産は、自動車、3C、UAV、その他の精密部品で広く使用されている 30 ~ 50 mm の最小肉厚に達することができます。米国だけでも、大規模なチクソモールディング鋳造技術工場は、毎年数千万レベルの自動車部品を生産することができ、各鋳造品の重量は最小で 10g、最大で 10kg で、最大の鋳造品の直径は 0.5 インチに達することがあります。センチメートル。
1970 年代初頭、金属のチクソモールディング成形のアイデアは、強く撹拌されたチクソモールディングされた金属のレオロジー特性に基づいて、マサチューセッツ工科大学によって提唱されました。
1989 年、DOW Chemical Company は、プラスチック射出に基づくマグネシウム合金のチクソフォーミング技術を発明しました。
1991年以来、米国のHPM Corporation、日本のJSW Corporation、および日本のHUSKY Corporationが相次いで認可を取得し、チクソモールディングマグネシウム合金射出成形機の開発および製造を開始しました。


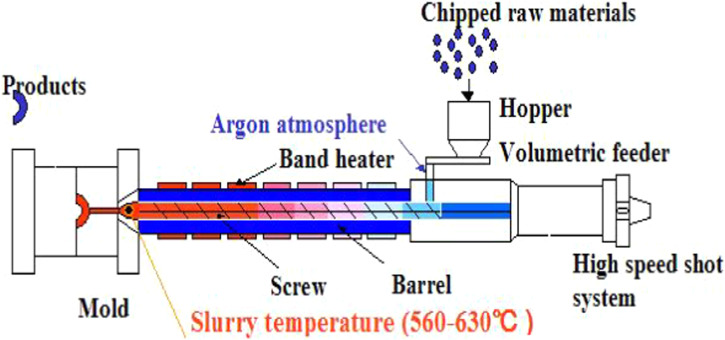
Zhongmei thixomolding 技術製品アプリケーションは、小型で複雑な部品の製造に使用できる新しいタイプの成形技術です。この技術は、金型に注入されて凝固する液体金属合金に基づいています。このプロセスにより、高度な複雑さと精度を備えた部品の製造が可能になります。

チクソモールディングの原理は、一般に機械的攪拌と電磁攪拌を使用して、合金の液体冷却プロセスで激しい攪拌を適用することです。合金のデンドライトが破壊され、金型用に一定量の球状固相スラリーの懸濁液が得られます。鋳造。
成形プロセスには次の 2 種類があります。
① レオロジーダイカスト
レオロジーダイカストは、最初に合金の生のインゴットを液体金属の状態に加熱し、次に攪拌技術を使用して金属を攪拌して半固体スラリーを得、最後にダイカストします。
②チキソトロピックダイカスト
半固体スラリーが得られた後のチキソダイカスト、製品はダイカストではなく、インゴットを得るためにインゴットが急冷されます。インゴットが冷却された後、インゴットは胚に切断され、次に胚は半固体に再加熱され、次に半固体の胚はダイカストマシンでダイカストされます。

チクソモールディングが広く使われている理由は、ダイカスト部品の使用機会が広がることに加えて、チクソモールディング技術によって得られる鋳物が高い寸法精度、優れた鋳肌、容易な表面処理、気孔率、収縮、収縮やその他の欠陥が減少し、緻密な組織になります。製品は熱処理と溶接が可能で、ダイカスト金型を保護し、金型の寿命を延ばすことができます。
ヨーロッパやアメリカの先進国では、アルミニウムやマグネシウム合金の半固体ダイカスト技術が成熟段階に入っています。


ハブ、ブレーキ シリンダー、ステアリング ナックル、サポート コントロール ロッド、カンチレバー、バルブ ボディ、およびその他の高強度、高密度、高信頼性が要求される鋳造品をチクソモールディングで低コストで大量生産することができます。

Zhongmei には 3 台のチクソモールディング マシンがあり、技術 3C 電化製品、UAV、望遠鏡、その他の製品も広く使用されています。